




การเลือกดอกสว่านที่เหมาะสมสำหรับงานของคุณนั้นเกี่ยวข้องกับการทำความเข้าใจปัจจัยสำคัญสามประการ ได้แก่ วัสดุ การเคลือบผิว และลักษณะทางเรขาคณิต แต่ละองค์ประกอบเหล่านี้มีบทบาทสำคัญต่อประสิทธิภาพและความทนทานของดอกสว่าน ต่อไปนี้คือรายละเอียดเพิ่มเติมเกี่ยวกับวิธีการตัดสินใจอย่างชาญฉลาด
วัสดุ
1. เหล็กกล้าความเร็วสูง (HSS):
เหล็กกล้าความเร็วสูง (HSS) เป็นส่วนประกอบสำคัญในเครื่องมือตัดมานานกว่าศตวรรษ ได้รับความนิยมเนื่องจากใช้งานได้หลากหลายและราคาไม่แพง ดอกสว่าน HSS ขึ้นชื่อเรื่องความอเนกประสงค์ สามารถใช้งานได้ดีทั้งกับสว่านมือและแท่นเจาะ ข้อดีที่สำคัญของ HSS คือสามารถลับคมใหม่ได้ ทำให้ดอกสว่านมีอายุการใช้งานยาวนานขึ้น และเป็นตัวเลือกที่คุ้มค่าสำหรับเครื่องมือกลึงด้วย นอกจากนี้ HSS ยังมีหลายเกรด แต่ละเกรดมีองค์ประกอบทางเคมีที่แตกต่างกัน เพื่อตอบสนองความต้องการในการตัดที่เฉพาะเจาะจง ความหลากหลายของเกรดเหล็กนี้ช่วยเพิ่มความสามารถในการปรับตัวของ HSS ทำให้เป็นส่วนประกอบที่อเนกประสงค์และจำเป็นในงานกลึงที่หลากหลาย
2. โคบอลต์ HSS (HSSE หรือ HSSCO):
เมื่อเปรียบเทียบกับเหล็กกล้าความเร็วสูงแบบดั้งเดิม เหล็กกล้าความเร็วสูงโคบอลต์มีความแข็งและความทนทานต่อความร้อนที่เหนือกว่า การปรับปรุงคุณสมบัติเหล่านี้ส่งผลให้ความทนทานต่อการสึกหรอดีขึ้นอย่างมาก ทำให้ดอกสว่าน HSSE มีความทนทานและมีประสิทธิภาพมากขึ้น การผสมโคบอลต์ใน HSSE ไม่เพียงแต่ช่วยเพิ่มความทนทานต่อการสึกหรอเท่านั้น แต่ยังช่วยยืดอายุการใช้งานโดยรวมอีกด้วย เช่นเดียวกับเหล็กกล้าความเร็วสูงมาตรฐาน ดอกสว่าน HSSE ยังคงมีข้อดีคือสามารถลับคมใหม่ได้ ซึ่งช่วยยืดอายุการใช้งานให้ยาวนานขึ้น การมีโคบอลต์ใน HSSE ทำให้ดอกสว่านเหล่านี้เหมาะอย่างยิ่งสำหรับงานเจาะที่ต้องการความทนทานและความต้านทานต่อการสึกหรอเป็นสิ่งสำคัญ
3. คาร์ไบด์:
คาร์ไบด์เป็นวัสดุผสมเมทริกซ์โลหะที่ประกอบด้วยทังสเตนคาร์ไบด์เป็นหลัก ผสมกับสารยึดเกาะต่างๆ มีคุณสมบัติเด่นด้านความแข็ง ความทนทานต่อความร้อน และความทนทานต่อการสึกหรอเหนือกว่าเหล็กกล้าความเร็วสูง (HSS) อย่างมาก แม้จะมีราคาแพงกว่า แต่เครื่องมือคาร์ไบด์มีอายุการใช้งานยาวนานและมีความเร็วในการตัดเฉือนที่ดีเยี่ยม อย่างไรก็ตาม การลับคมเครื่องมือคาร์ไบด์ต้องใช้อุปกรณ์เฉพาะทาง
การเคลือบ
สารเคลือบดอกสว่านมีหลากหลายประเภทและถูกเลือกใช้ตามลักษณะการใช้งาน ต่อไปนี้เป็นภาพรวมโดยย่อของสารเคลือบที่ใช้กันทั่วไปบางประเภท:
1. ไม่เคลือบผิว (ผิวเรียบ):
เป็นสีที่พบได้บ่อยที่สุดสำหรับดอกสว่าน HSS เหมาะสำหรับวัสดุอ่อน เช่น โลหะผสมอะลูมิเนียมและเหล็กกล้าคาร์บอนต่ำ เครื่องมือที่ไม่เคลือบผิวจึงมีราคาประหยัดที่สุด
2. การเคลือบออกไซด์สีดำ:
ให้การหล่อลื่นและทนความร้อนได้ดีกว่าเครื่องมือที่ไม่มีสารเคลือบ ช่วยยืดอายุการใช้งานได้มากกว่า 50%
3. การเคลือบไทเทเนียมไนไตรด์ (TiN):
ดอกสว่านเคลือบไทเทเนียมมีประสิทธิภาพดีในหลายสถานการณ์การใช้งานเนื่องจากคุณสมบัติเฉพาะตัว ประการแรก การเคลือบช่วยเพิ่มความแข็งและความทนทานต่อการสึกหรอ ทำให้ดอกสว่านคมอยู่เสมอแม้เจาะวัสดุที่แข็งกว่า และมีอายุการใช้งานยาวนานขึ้น ดอกสว่านเหล่านี้ช่วยลดแรงเสียดทานและการสะสมความร้อน เพิ่มประสิทธิภาพในการตัดพร้อมทั้งป้องกันไม่ให้ดอกสว่านร้อนเกินไป ดอกสว่านเคลือบไทเทเนียมเหมาะสำหรับใช้กับวัสดุหลายชนิด เช่น สแตนเลส อลูมิเนียม และไม้ ทำให้เหมาะสำหรับงานวิศวกรรมและงานบ้าน นอกจากนี้ ดอกสว่านเหล่านี้ยังเจาะวัสดุได้เร็วและสะอาดกว่า ให้พื้นผิวการตัดที่เรียบร้อยกว่า แม้ว่าดอกสว่านเคลือบไทเทเนียมอาจมีราคาสูงกว่าดอกสว่านทั่วไป แต่ประสิทธิภาพสูงและอายุการใช้งานที่ยาวนานทำให้คุ้มค่ากับการลงทุนสำหรับงานที่ต้องการความทนทานต่อการสึกหรอสูงและการตัดที่แม่นยำ

4. การเคลือบอะลูมิเนียมไทเทเนียมไนไตรด์ (AlTiN):
ประการแรก สารเคลือบ AlTiN มีความทนทานต่อความร้อนสูงมาก ทำให้สามารถใช้งานได้ดีเยี่ยมในการตัดและกลึงโลหะผสมที่ทนความร้อนสูงด้วยความเร็วสูง ประการที่สอง สารเคลือบนี้ช่วยเพิ่มความทนทานต่อการสึกหรอและยืดอายุการใช้งานของเครื่องมือได้อย่างมาก โดยเฉพาะอย่างยิ่งเมื่อกลึงวัสดุแข็ง เช่น สแตนเลส โลหะผสมไทเทเนียม และโลหะผสมนิกเกล นอกจากนี้ สารเคลือบ AlTiN ยังช่วยลดแรงเสียดทานระหว่างดอกสว่านกับชิ้นงาน ช่วยเพิ่มประสิทธิภาพในการกลึงและช่วยให้ได้พื้นผิวการตัดที่เรียบเนียนขึ้น อีกทั้งยังมีความทนทานต่อการออกซิเดชันและเสถียรภาพทางเคมีที่ดี ทำให้สามารถรักษาประสิทธิภาพการทำงานในสภาพแวดล้อมการทำงานที่รุนแรงได้ โดยสรุปแล้ว ดอกสว่านเคลือบ AlTiN เหมาะอย่างยิ่งสำหรับการใช้งานกลึงความเร็วสูงและความแม่นยำสูง และเหมาะอย่างยิ่งสำหรับการกลึงวัสดุแข็งที่ดอกสว่านทั่วไปไม่สามารถกลึงได้
ลักษณะทางเรขาคณิต
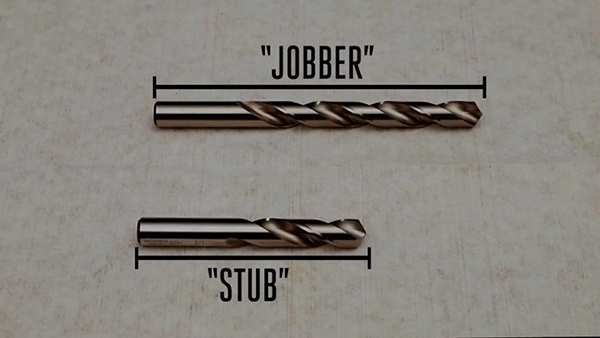
1. ความยาว:
อัตราส่วนของความยาวต่อเส้นผ่านศูนย์กลางมีผลต่อความแข็งแรง การเลือกดอกสว่านที่มีความยาวร่องเพียงพอสำหรับการระบายเศษวัสดุและมีส่วนที่ยื่นออกมาน้อยที่สุดจะช่วยเพิ่มความแข็งแรงและอายุการใช้งานของเครื่องมือ ความยาวร่องที่ไม่เพียงพออาจทำให้ดอกสว่านเสียหายได้ มีมาตรฐานความยาวต่างๆ ให้เลือกในตลาด ความยาวที่นิยมใช้กันทั่วไป ได้แก่ Jobber, stubby, DIN 340, DIN 338 เป็นต้น
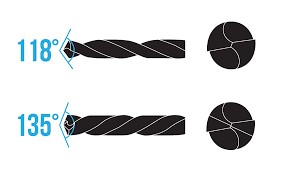
2. มุมของดอกสว่าน:
มุมปลายแหลม 118° นิยมใช้กับโลหะอ่อน เช่น เหล็กกล้าคาร์บอนต่ำและอลูมิเนียม โดยทั่วไปแล้วมุมนี้จะขาดคุณสมบัติในการจัดศูนย์กลางอัตโนมัติ และจำเป็นต้องเจาะรูนำร่องก่อน ส่วนมุมปลายแหลม 135° มีคุณสมบัติในการจัดศูนย์กลางอัตโนมัติ จึงไม่จำเป็นต้องเจาะรูนำร่องเพิ่มเติม ช่วยประหยัดเวลาได้อย่างมาก
โดยสรุป การเลือกดอกสว่านที่เหมาะสมนั้นเกี่ยวข้องกับการพิจารณาถึงข้อกำหนดของวัสดุที่กำลังเจาะ อายุการใช้งานและประสิทธิภาพที่ต้องการของดอกสว่าน และข้อกำหนดเฉพาะของโครงการของคุณ การเข้าใจปัจจัยเหล่านี้จะช่วยให้คุณเลือกดอกสว่านที่มีประสิทธิภาพและเหมาะสมที่สุดสำหรับความต้องการของคุณ
วันที่เผยแพร่: 10 มกราคม 2024